材质SC45
驱动方式电机齿轮齿条
齿轮A型
齿条长度3965
精度5级
模数0.2~25
表面处理镀镍
热处理渗碳
包装木箱
长度0.5~2米
APEX精锐广用厂家包装机械研磨齿条 齿条齿轮
产品描述2:
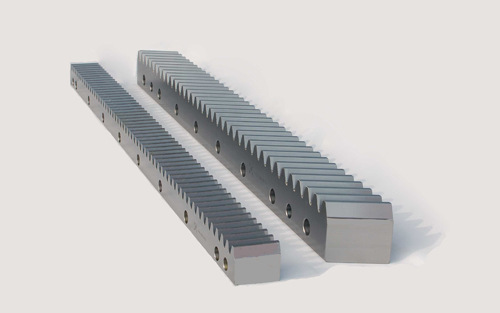
1.直齿齿条,齿轮
M1 ~ M5
採用C43鋼材
齒數: 12T ~ 120T
20°壓力角,準確度高
2菊花齿轮/伞齿轮
M 1 ~ M 5
20 °標準壓力角
採用C43鋼材
齒型及尺寸標準DIN 3971
精確之齒型,有效減低摩擦聲音,損耗及槓桿扭曲壓力
3齿面及四面研磨处理,精度:JIS 3-4级
研磨级精度累计误差0.022mm/300mm
模数M1 ~ M10
20°壓力角,準確度高
S45C,C45中碳钢
高精度,高速度;广泛用于木工机械,大型丝印移机,大型龙门铣床,CNC加工中心,注塑机械手,木工机械铝窗设备切割机械
滚轮齿条传动系统:直线和旋转传动领域的革命性创新技术成果,可实现零背隙,超高定位精度,无限延长,高速度,率(99%),高刚性,低噪音,低维护,耐腐蚀,**命的滚轮齿条传动系统,为满足机械性能设计的更高要求,提供了**可能性和创新能力。

下面来介绍下传说中的【精密齿条,精密齿轮齿条,精密齿轮】淬火设备特点,工艺:
1、工作特点:采用纵向和横向复合磁场感应加热淬火;加热效率高,速度快,仅需6秒/件;淬硬层硬度分布均匀;耗电量小;齿面边缘与中间部位一致;齿根淬硬层可以准确控制;变形量小。
2、工作原理:接通高频电源,电触头和感应器连成回路,感应器上方的试样成为被感应的加热体。这样工件表面不仅被纵向磁场加热,而且还被横向磁场加热,达到加热均匀的目的。更换不同的感应器,可以加热不同形状的工件表面。与传统的高频加热相比,工件表面加热电流更集中,密度更大,加热速度更快。用这种方法,加热工件表面的功率密度是传统感应加热的数倍,可以对工件表面实施率高质量热处理。
3、精密齿条淬火工艺:放在感应器上,气缸下降,压紧齿条,感应电、齿条和感应器相连,感应器与齿条的距离可以根据需要进行调节。纵横向磁场复合产生的感生电流同时对齿面进行加热,加热速度非常快,控制加热时间,达到温度后,设备停止加热,自动向齿面喷淬火液,完成一次淬火过程。
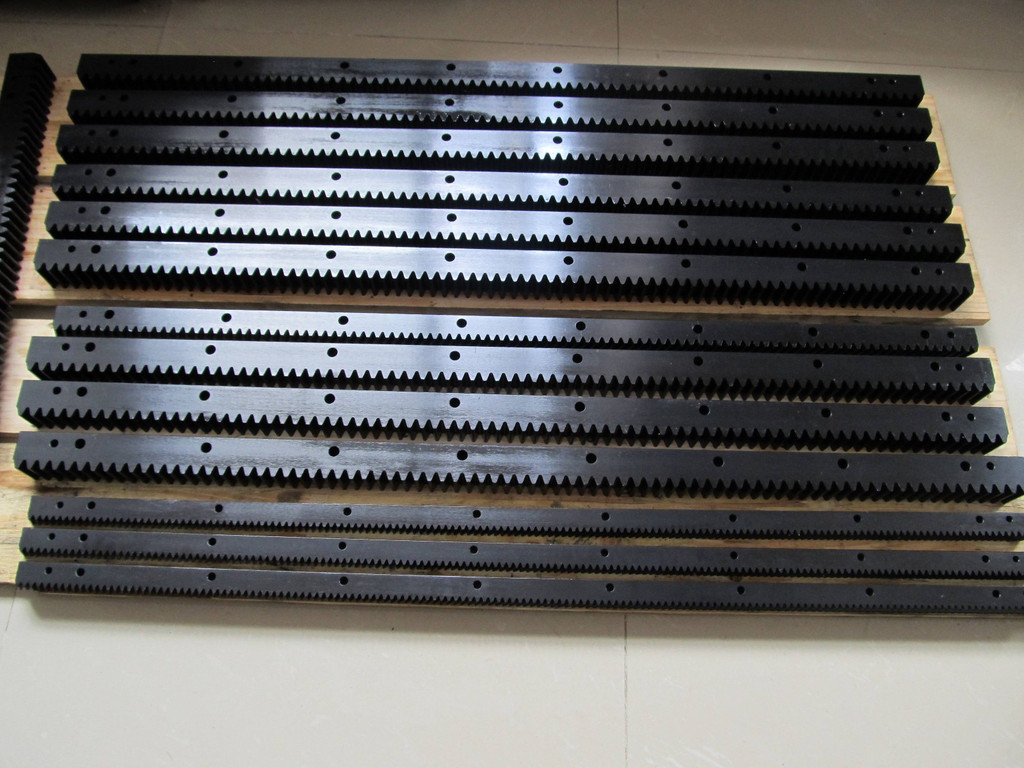
晟谌精密为APEX精锐广用华南区总代理商,APEX精锐H型系列齿条采用创新的渗碳淬火过程,增加了齿条的强度,APEX齿轮,无论齿面还是齿条的安装面和底部,尽可能的提高功率密度,刚度和性能,可以无承靠安装。APEX精锐H型系列齿条采用创新的渗碳淬火过程,增加了齿条的强度,精铣齿轮,无论齿面还是齿条的安装面和底部,尽可能限度的提高功率密度,刚度和性能,可以无承靠安装。APEX精锐H型系列齿条采用创新的渗碳淬火过程,增加了齿条的强度,齿轮,无论齿面还是齿条的安装面和底部,尽可能限度的提高功率密度,刚度和性能,可以无承靠安装。
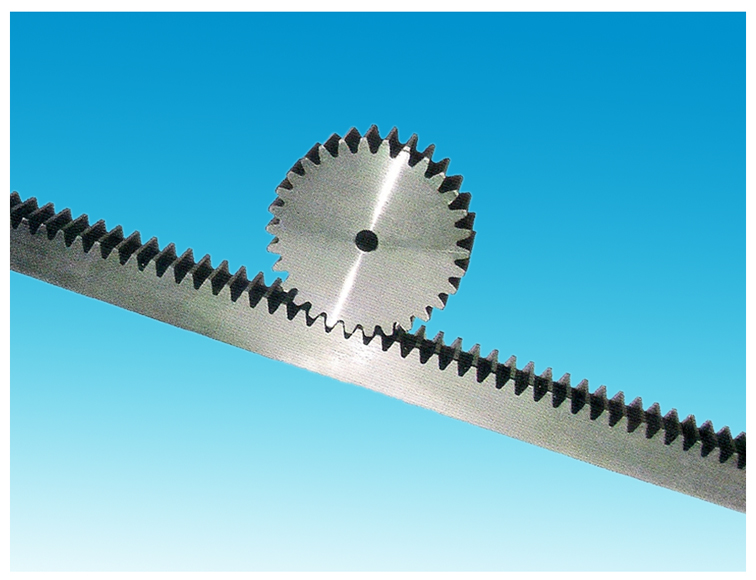
齿轮齿条用于将旋转运动改变为直线运动。齿条是在条形方坯材或棒材的一面切有直线齿形的产品,小齿轮则是指与齿条啮合的圆柱齿轮。齿轮的使用方法有很多。齿轮齿条用于将旋转运动改变为直线运动。齿条是在条形方坯材或棒材的一面切有直线齿形的产品,小齿轮则是指与齿条啮合的圆柱齿轮。齿轮的使用方法有很多
齿槽是齿轮的齿与齿间的凹陷部分。
APEX齿轮上两相邻轮齿之间的空间称为齿槽或齿间。齿槽的大小以槽宽来表示,齿槽宽可分为端面槽宽和法向槽宽两种。
(1)端面齿槽宽 (槽宽)——在端平面 上,一个齿槽的两侧齿廓之间的分度圆弧长,以字母e表示。对任意圆周上的槽宽则以字母ei表示。
(2)法向齿槽宽(法向槽宽)——在APEX斜齿轮的一个齿槽内,其两侧齿线的法向螺旋线 位于该齿槽内的弧长,称法向槽宽。
(1)APEX齿轮的跳动、全齿深、公法线、齿向是否合格一齿摆差、周节误差是否超差。
(2)齿轮、齿条安装后安装距是否合适。
(3)齿条、齿轮啮合间隙应是0.25模数。
(4)齿条全齿深、跳动、公法线特别是齿向是否合格。
http://a2794852653.cn.b2b168.com