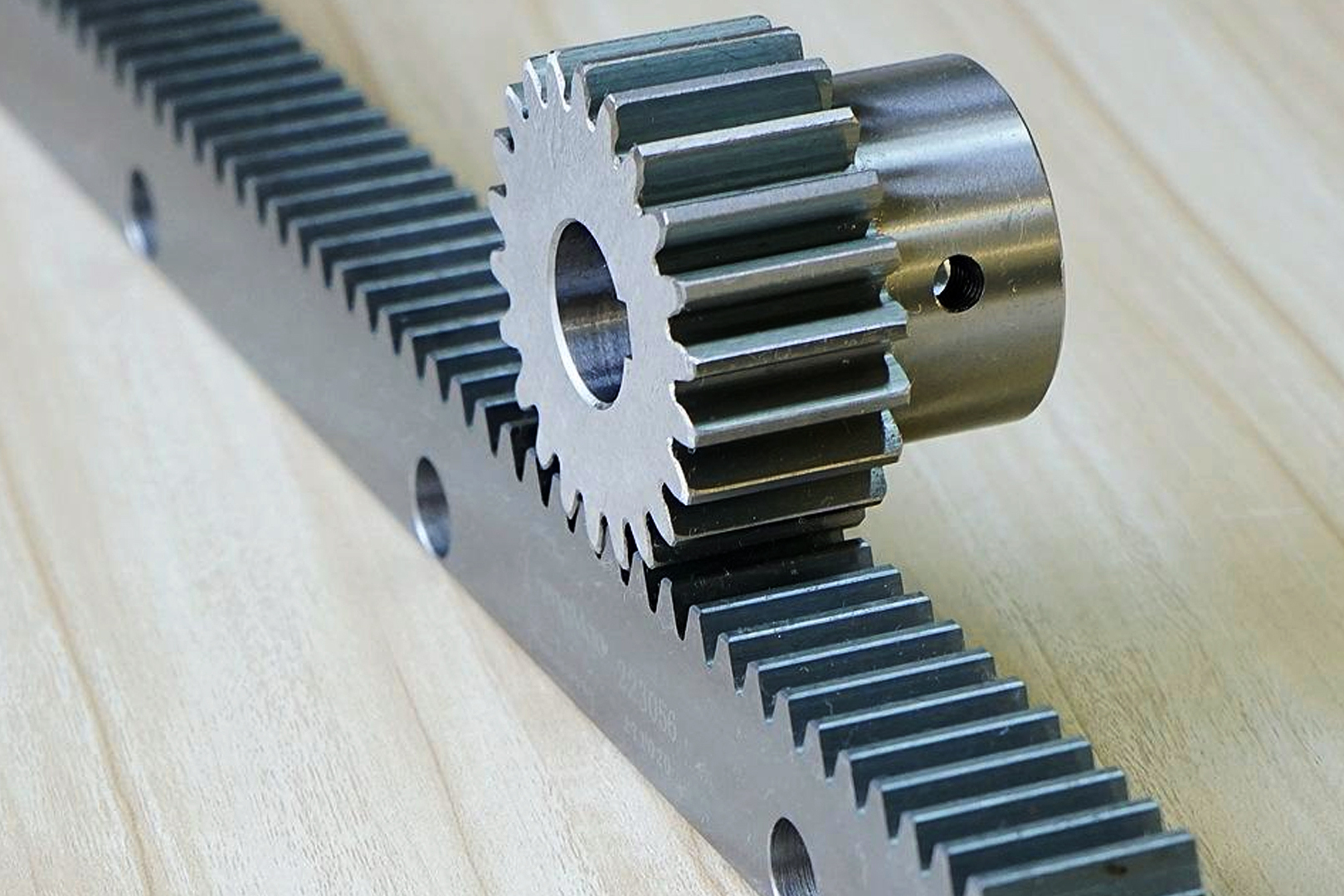
材质SC45
驱动方式电机齿轮齿条
齿轮A型
齿条长度3965
精度5级
模数0.2~25
表面处理镀镍
热处理渗碳
包装木箱
长度0.5~2米
APEX齿轮齿条加工方法:(1)滚齿(2)插齿(3)剃齿(4)磨齿(5)珩齿。
滚齿
用齿轮滚刀按展成法加工齿轮、蜗轮等的齿面。
在滚齿机上用齿轮滚刀加工齿轮的原 理,相当于一对螺旋齿轮啮合的原理。
一件精湛工艺品,虽然只是一个小部件,但它的制造工艺去是相当的高超,无可挑剔。这是很重要的一个部件,在购买时要注意产品是否有生锈、刮痕、压痕,而且单包装,以免损伤,而在应用时要做到以下几点。
1,齿轮的装配是否确实,轮齿接触是否偏向一端,是否有适当的侧隙(请避免无侧隙使用),有没有足够的润滑。
2,如果齿轮露在外面的话,请一装外罩加以防护,以确保。此外,齿轮转动时,请勿触摸。
3,起动中有噪音及振动等异常时,请确认齿轮及组装状态。 齿轮的防止噪音及振动的对策有「高精度」、「齿面粗糙度」、「正确的轮齿接触」。
APEX齿轮齿条产品描述:
产品详细描述:精度等级:6h25
材料:(S45C中碳钢)C45
齿型:斜齿
齿面处理:研磨
硬度处理:热处理;硬度为45-50度
四面研磨:有
压力角:20˙度
右旋角:19度31`42"
产品描述2:
1.直齿齿条,齿轮
M1 ~ M5
採用C43鋼材
齒數: 12T ~ 120T
20°壓力角,準確度高
2菊花齿轮/伞齿轮
M 1 ~ M 5
20 °標準壓力角
採用C43鋼材
齒型及尺寸標準DIN 3971
精確之齒型,有效減低摩擦聲音,損耗及槓桿扭曲壓力
3齿面及四面研磨处理,精度:JIS 3-4级
研磨级精度累计误差0.022mm/300mm
模数M1 ~ M10
20°壓力角,準確度高
S45C,C45中碳钢
高精度,高速度;广泛用于木工机械,大型丝印移机,大型龙门铣床,CNC加工中心,注塑机械手,木工机械铝窗设备切割机械

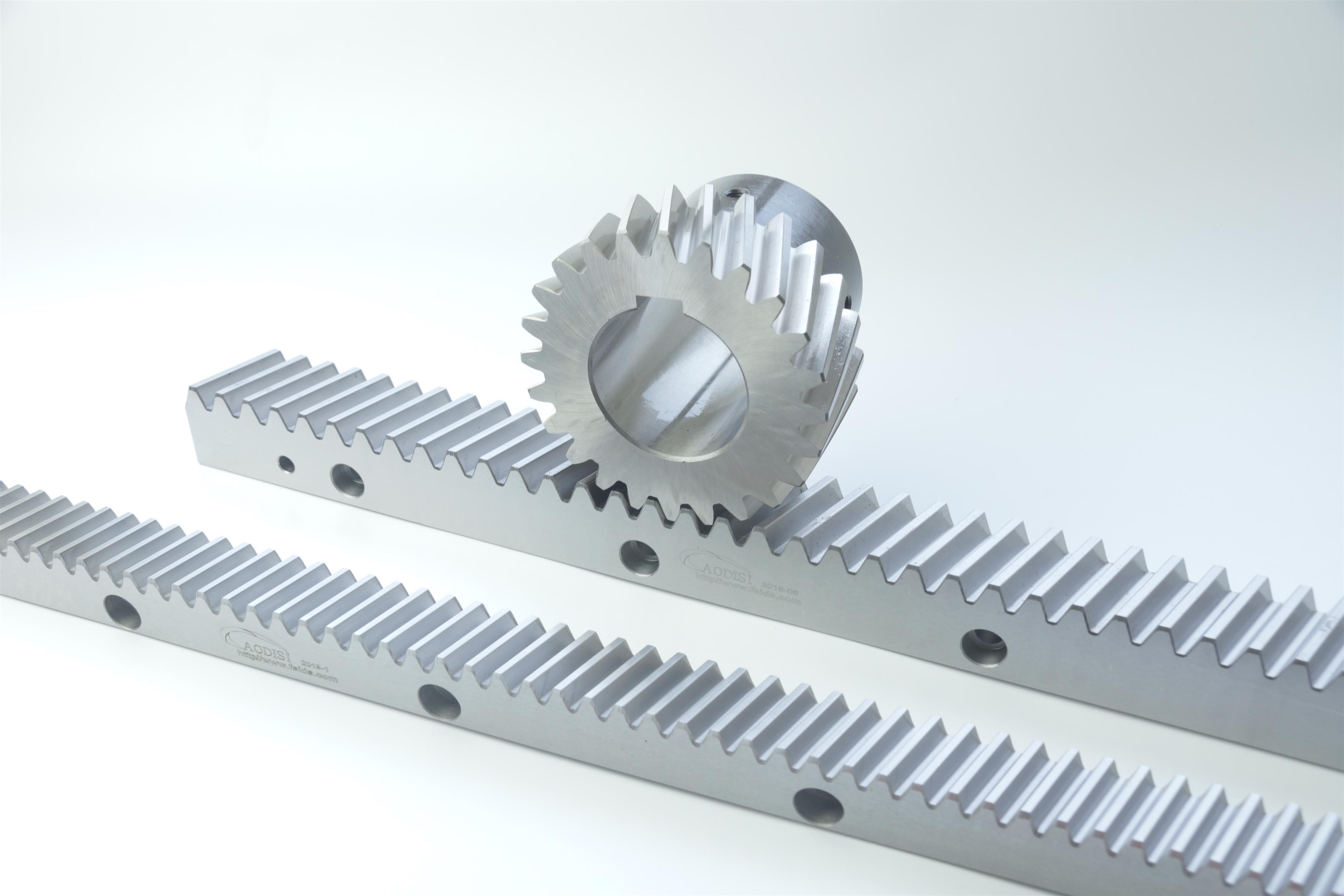
APEX进口研磨齿条产品制造过程均采用各项优良机具与技术,在严密的监督及品质管制之运作下,完成深具水准产品,齿条滚齿机可加工MP0.5~MP14之大型齿条(排齿),长度1米/0.5米两种规格,可以根据不同需求无限连接,是高精密度DIN6级(国标5级)。
一.品质
(1)研磨级精度累计误差0.022mm/300mm(任意300mm);
(2)具有直齿/斜齿齿型,适应各种使用条件;
(3)具有热处理型/未热处理型,同一模数可有多种强度;
(4)具有方形/圆形外观,容易整合使用;
(5)多种材料:合金钢,不锈钢,工程塑料(POM)。
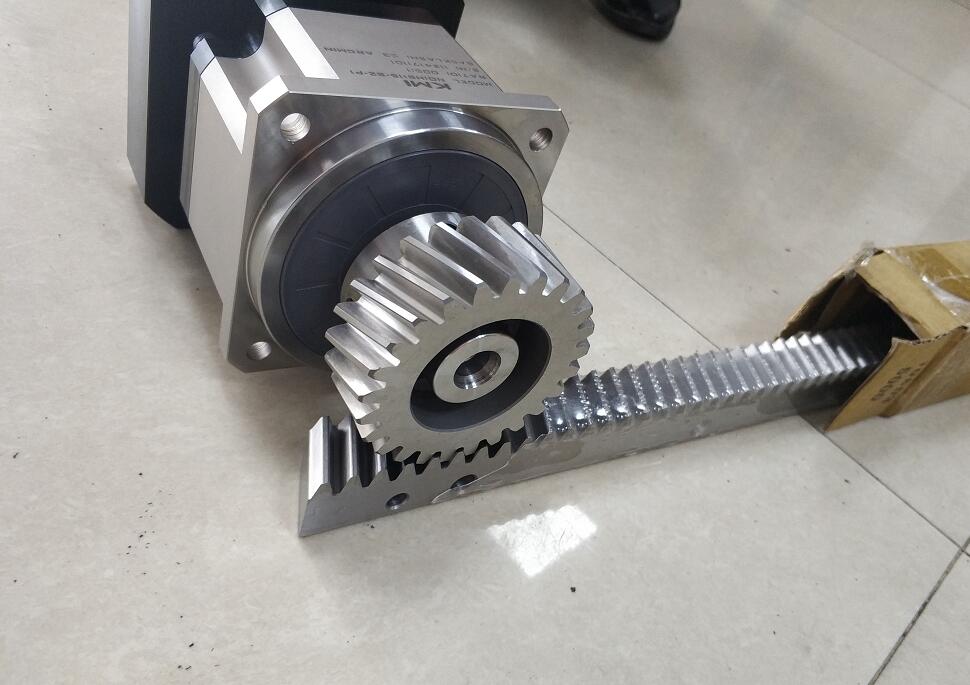
二,应用
适用于快速,准确定位机构:适用于重负荷,高精度,高刚性,高速度,长行程之CNC工具机,铣床,钻床,车床,加工中心,切割机械,木工机械,焊接机械,石材机械等;
3,应用案例
设备名称:重型卧车,龙门铣,落地镗
产品描述1:
齿型:斜齿
齿面处理:研磨
硬度处理:热处理;硬度为45-50度
四面研磨:有
压力角:20˙度
右旋角:19度31`42"
精度等级:6h25
材料:(S45C中碳钢)C45

下面来介绍下传说中的【精密齿条,精密齿轮齿条,精密齿轮】淬火设备特点,工艺:
1、工作特点:采用纵向和横向复合磁场感应加热淬火;加热效率高,速度快,仅需6秒/件;淬硬层硬度分布均匀;耗电量小;齿面边缘与中间部位一致;齿根淬硬层可以准确控制;变形量小。
2、工作原理:接通高频电源,电触头和感应器连成回路,感应器上方的试样成为被感应的加热体。这样工件表面不仅被纵向磁场加热,而且还被横向磁场加热,达到加热均匀的目的。更换不同的感应器,可以加热不同形状的工件表面。与传统的高频加热相比,工件表面加热电流更集中,密度更大,加热速度更快。用这种方法,加热工件表面的功率密度是传统感应加热的数倍,可以对工件表面实施率高质量热处理。
3、精密齿条淬火工艺:放在感应器上,气缸下降,压紧齿条,感应电、齿条和感应器相连,感应器与齿条的距离可以根据需要进行调节。纵横向磁场复合产生的感生电流同时对齿面进行加热,加热速度非常快,控制加热时间,达到温度后,设备停止加热,自动向齿面喷淬火液,完成一次淬火过程。
http://a2794852653.cn.b2b168.com