材质SC45
驱动方式电机齿轮齿条
齿轮A型
齿条长度3965
精度5级
模数0.2~25
表面处理镀镍
热处理渗碳
包装木箱
长度0.5~2米
急客户所急,想客户所想,心系客户,换位思考,贴近市场,真诚服务,愿为客户提供同类产品中性价比相对高的产品。用信念制造产品质量,以“执着,严遵,求实,创新”换取客户的信任,精益求精,止步。
下面我们介绍一下卧式齿轮齿条活塞执行机构运作的特点:
很容易设计成双活塞式,使其输出力矩提高一倍;反过来,当输出力矩一定时,就可获得更小尺寸的执行机构,使重量和尺寸得到大幅度的减小。
齿轮齿条转动均匀,转动间隙小,因此运动自如、回差小。
齿轮齿条传动方式比曲柄连杆的滑动摩擦方式的摩擦力小得多,同口径可提率20%。
非常容易实现与阀直接相连,从而简化了阀的连接方式,并使所配阀的外形更加匀称、美观,且小型化。
实践,这种角行程活塞执行机构使用越来越广泛,并将成为角行程活塞执行机构的主流。

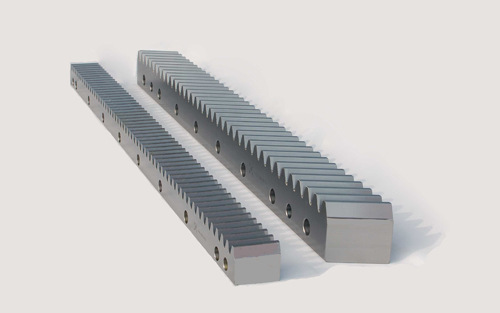
APEX齿轮齿条产品制造过程均采用各项优良机具与技术,在严密的监督及品质管制之运作下,完成深具水准产品,齿条滚齿机可加工MP0.5~MP14之大型齿条(排齿),长度1米/0.5米两种规格,可以根据不同需求无限连接,是高精密度DIN6级(国标5级)。
一.品质
(1)研磨级精度累计误差0.022mm/300mm(任意300mm);
(2)具有直齿/斜齿齿型,适应各种使用条件;
(3)具有热处理型/未热处理型,同一模数可有多种强度;
(4)具有方形/圆形外观,容易整合使用;
(5)多种材料:合金钢,不锈钢,工程塑料(POM)。
1.直齿齿条,齿轮
M1 ~ M5
採用C43鋼材
齒數: 12T ~ 120T
20°壓力角,準確度高
2菊花齿轮/伞齿轮
M 1 ~ M 5
APEX齿轮齿条主要特点:
零背隙/高精度
特创新的有效啮合,始终保证两个以上的轮齿相互接触,在轮齿双方向上保证零背隙,保证±20微米的定位精度,每一个轮齿齿廓相对于靠前个轮齿的位置都进行了准确测量,从而确保高的定位精度和消除齿距累计误差。
高速运行能力
滚轮齿条传动系统可以实现高速传动,速度高达11米/秒,完成通常只能由直线电机才能提供的高定位精度,并且在高速运动下,的摩擦设计不产生发热现象或部件磨损。
无限行程长度
直线滚轮齿条传动系统采用模块化设计,闽台齿条有1米和0.5米长两种长度,可根据应用需要进行无限连接,也可以根据需要切割成更短的长度,这非常有益于齿条的存储,有效供应,降低成本和实现互换。齿条的连接使用工具,通过齿条的轮齿将前段齿条的位置精度准确传递至下一段齿条。非标准件也可依照图纸订做

下面来介绍下传说中的【精密齿条,精密齿轮齿条,精密齿轮】淬火设备特点,工艺:
1、工作特点:采用纵向和横向复合磁场感应加热淬火;加热效率高,速度快,仅需6秒/件;淬硬层硬度分布均匀;耗电量小;齿面边缘与中间部位一致;齿根淬硬层可以准确控制;变形量小。
2、工作原理:接通高频电源,电触头和感应器连成回路,感应器上方的试样成为被感应的加热体。这样工件表面不仅被纵向磁场加热,而且还被横向磁场加热,达到加热均匀的目的。更换不同的感应器,可以加热不同形状的工件表面。与传统的高频加热相比,工件表面加热电流更集中,密度更大,加热速度更快。用这种方法,加热工件表面的功率密度是传统感应加热的数倍,可以对工件表面实施率高质量热处理。
3、精密齿条淬火工艺:放在感应器上,气缸下降,压紧齿条,感应电、齿条和感应器相连,感应器与齿条的距离可以根据需要进行调节。纵横向磁场复合产生的感生电流同时对齿面进行加热,加热速度非常快,控制加热时间,达到温度后,设备停止加热,自动向齿面喷淬火液,完成一次淬火过程。
http://a2794852653.cn.b2b168.com







