分割器需要在驱动源的作用下才能实现间歇及摇摆等形式的机械动作,在使用过程中,为了实现自动化程序如PLC等对于分割器的控制,需要对分割器的运动状态进行有效的控制,这样才能实现有效使用凸轮分割器的功能,这时就谈到了凸轮分割器的感应系统。
凸轮分割器的感应系统相对于凸轮机构来说,比较简单。由信号凸轮、凸轮支架、光电感应器三个部分组成。这里主要说一下信号凸轮,感应系统中的信号凸轮与分割器凸轮机构的驱动角度是完全一致的,也就是说,在信号凸轮正确安装的情况下,信号凸轮全面展示了分割器运动的驱动角度,也就是我们所说的,凸轮分割器入力轴的驱动角度。
在凸轮分割器的各个机构都安装完毕后,最后一步,需要对于分割器的控制系统,也就是凸轮感应系统进行调节,要保证分割器的出入轴处于基准位置后,调节方法如下图(以270度驱动角为例)。
凸轮分割器的精度主要体现在分割器的重复定位精度,这个项目也是检验分割器性能及品质档次的主要指标,习惯上我们会用正负多少秒来表示分割器精度,常说的凸轮分割器定位不准也就是*位精度误差过大,一般来讲只要是机械结构的工件都有一定的误差值,只要是在合理内就是正常的,但是如果过大就会影响到加工,所以首先要判断定位不准是不是正常的。
在实际的维修时要先检查定位误差是输出轴上下误差还是左右误差,可以安装下面的一些步骤来检查。
1、输出轴安装盘的紧固装置检查:是否将输出轴上的圆盘锁紧,检查是否因为松动导致的定位误差;
2、用**的测量仪器进行工位的检查:检查圆盘上的工位之间的误差是否过大;
3、与电机连接端的输入轴的检查:在检查输入轴的轴承是不是磨损了,另外在输入轴的油封是否有破损;
4、输入电机的扭矩关系到使用的质量和分割器的寿命,需要经常检查输入电机的扭矩是否输入正常,是否有时大时小的情况;
5、建议经常用测量工具,如可以用千分表来打一下精度,查看是哪里的问题,分割器的精度是非常重要的,如果自行不能解决可以联系斯炜达技术人员帮忙维修。
凸轮分割器的保护装置常用的是扭力限制器,在分割器超过较大扭矩运行时,扭力限制器起到一个对分割器保护的作用。常用简单的同步传动扭力限制器组成结构如下:
如图所示,从右至左,分别是1.轮毂;2.摩擦板;3.衬套;4.摩擦板;5.挡板;6.蝶形弹簧;7.蝶形弹簧;8.止动垫圈;9.调节螺母
扭力限制器与同步轮安装的步骤如下:
第一步,轮毂与摩擦板组装:
第二步,同步轮与衬套组装:
第三步,轮毂与同步轮进行组装:
第四步,加入另一块摩擦板:
第五步,加入挡板:
第六步,装进蝶表弹簧片:
第七步,加入止动垫圈:
第八步,安装调节螺母:
完整的凸轮分割器与扭力限制器的安装就完成了。
我们在进行凸轮分割器的选型计算时,对于多工位圆盘传动,我们除了关注所驱动圆盘的直径、材质、厚度等相关的项目外,都会强调有没有支撑,那么,为什么要关注这个项目呢?
所谓凸轮分割器的支撑,指的就是在分割器静止的情况下,在进行工件加工时,施加在工件上的冲压、切销、振动等各种力,同时会传递给圆盘及凸轮分割器,我们所说的轴向力,一般对于,轻质产品行业的加工,在进行分割器选型时,就会把加工所产生的压力考虑进去了,但是,对于一些压力较大的冲压动作,属于分割器负载以外的力,在选型时为了节约成本,未将冲压力计算到选型参数中去,那么,就要设置专门的支撑装置,来化解因为冲压力所带来的冲击。
这种情况大多用于五金冲压等相关行业,支撑的设置根据加工产品的压力大小,以冲压力的大小,不会对分割器及驱动盘产生跳动为标准,或者,轻微的跳动,在合理的范围之内。在有支撑设置的自动化系统中,需要在对凸轮分割器选型时考虑这个因素,因为,分割器选型软件中会对支撑的节圆半径进行理论的计算。
大多数的分割器在自动化圆盘中,间歇的功能是通过光电感应的作用,向PLC等控制系统或程序传递信号,再由控制系统发出驱动电机的动停指示,所以,信号控制系统都是安装在分割器的入力轴上,但有的情况下,也会安装在分割器的出力轴上。
感应开关安装在分割器入力轴上的情况,指的是分割器间歇运动的情况,采用的是普通的齿轮减速电机,由于是间歇的运动,所以,动停状态与分割器的入力轴有关,这样,安装在入力轴上,可以直接将分割的动作向控制系统传递。
而有一些凸轮分割器所在的多工位圆盘机中,使用的分割器是360度连续旋转的,驱动电机采用的伺服电机,这种自动化系统的动停是由伺服电机控制的,分割器在系统中的作用就是减速机的作用,所以,为了实现定位的精准性,会把感应开关安装在凸轮分割器的出力轴上,一般安装在分割器出力轴的底部。在分器出力轴的制作时,针对360度连续旋转的圆盘,都会在底部钻孔,并攻螺纹,以便于进行分割器感应开关的安装。
使用凸轮分割器往往会对机械本身造成不同程度的磨损状况,那么怎样才能减少对机械产生的磨损呢?
机械出现磨损的主要原因就是接触应力比较大。机械和其滚子之间的接触应力可以看作是半径分别等于分割机构触处的曲率半径以及滚子半径的两圆柱面接触时的压应力,也可以使用赫芝公式进行计算,得出压应力。另外促使机械磨损的原因还有它的载荷特性、材料的腐蚀性、滑动性、几何参数、作用材料、材料表面粗糙度、润滑效果,卡机,撞机以及具体加工情况等。其中的润滑效果和材料的选择对机械的磨损寿命影响较大。
所以为了减小机械的磨损和增加其使用寿命,应该除了机械限制机械的接触应力外还要采取一些表面化学热处理以及低载跑合等相关措施,来提高材料的表面硬度。
大家在使用凸轮分割器时除了注意润滑外,应随时检查,避免出错卡机、撞机,这样会大大的缩短使用寿命!
怎样控制凸轮分割器的速度?在自动化系统使用中,有时因为生产效率或其它方面的要求,会对分割器的运行速度进行调整,以达到要求的效果。
分割器速度调整因为在较初的设计阶段,分割器的动停已做了选型设计,根据实际系统运行的相关的技术参数进行的,我们知道,分割器的工位及角度在固定了以后,是不能修改的,从入力凸轮到出力转塔,都是属于一个不能更改的结构,所以,在后续的结构方面,只能做的是在出现间隙以后做微调整。
在进行分割器电机选型过程中,为了能够实现分割器运行速度的灵活性,会在分割器的安全扭矩及速度要求的范围内,选择合适功率的电机,可以通过电机的调速器对分割器的运行速度进行调整,这样,电机的速度变化,分割器的入力轴转速也相继变化,出力轴的运行速度变化,从而起到对分割器控制的功能。
以上的描述针对的是分割器在分割运动的情况下,进行调整也就是对于分割器的驱动角度旋转范围内的旋转速度进行调整,而在静止角范围的停止时间调整,则变得的比较灵活了,因为,大部分的分割器传动都会加入自控制系统,与PLC等控制程序联接,所以,只要直接对PLC对分割器的停止时间进行调整就可以了。

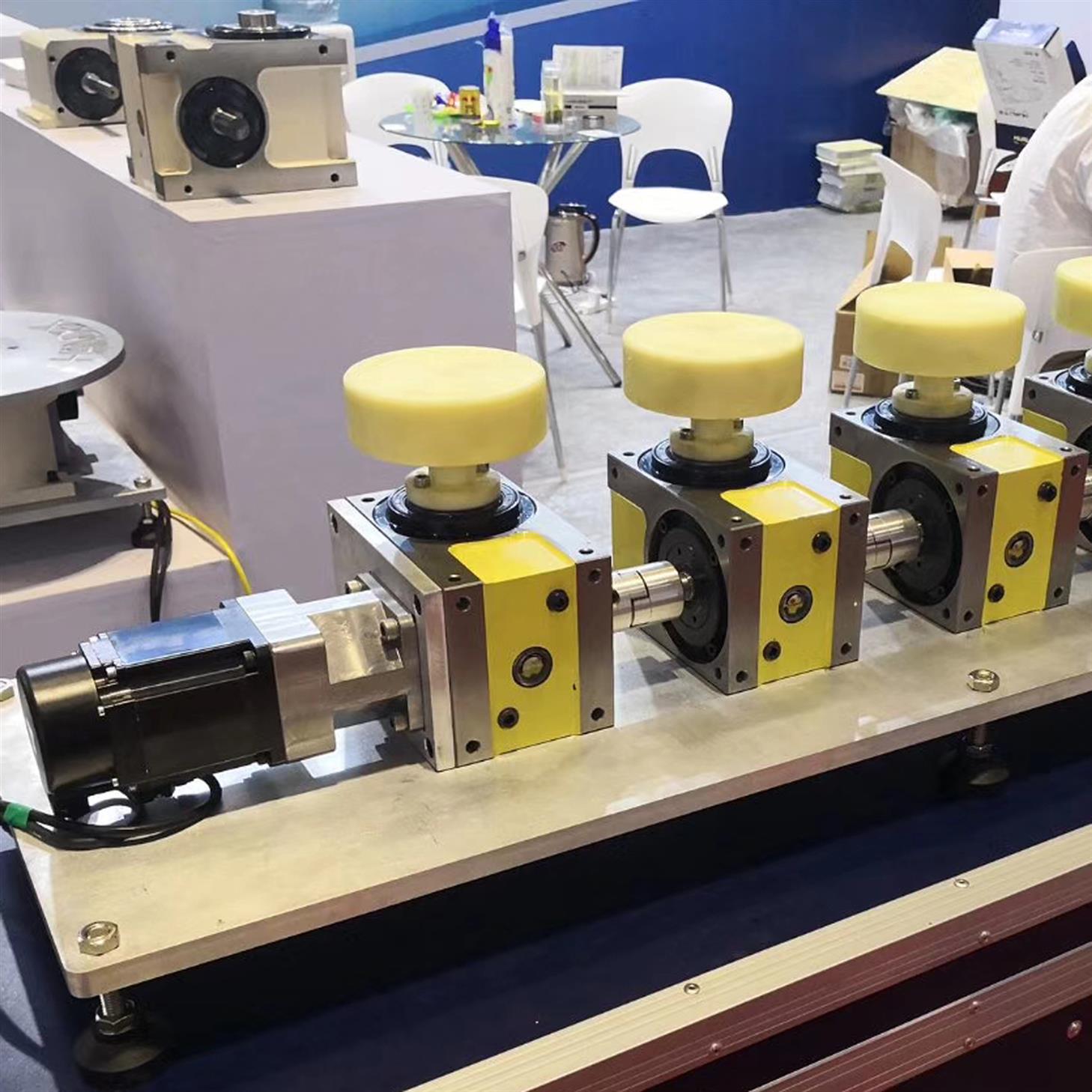
自动化生产中,采取圆盘式的多工位加工,一方面从设计的角度来看,能够节约设计的成本,做到驱动源的综合利用,另一方面,生产动作的集中,能够很大程度上提高工作效率,这样的设计方式几乎被所有的工业自动化设计所采用。多工位的旋转平台是将需要加工的工件,多个工序,集中在一个平台上完成,采用旋转的先后加工方式,夹具安装在圆盘的四周,不同的工位上完成不同的加工任务。下图就是一个典型例子。
在使用凸轮分割器带动转盘的情况,需要考虑以下因素:
1.要使用分割器带动圆盘,必须明确圆盘的直径、厚度、重量、加工的工位数,以及工位的间矩和运转的时间。
2.产品的自重,单个夹具的重量、所有夹具的总重。
3.加工过程中所产生的轴向压力,以及需要旋转的速度,还要知道,在旋转过程中所产生的径向力的大小。
4.精度也是需要考虑的一个重要因素,分割器的安装会产生驱动源等机械间的安装间隙,对于精度较高的产品来说,包括旋转的速度产生的冲击力,都会对精度产生影响。
-/gjjbfb/-
http://a2794852653.cn.b2b168.com